GOMACO World Index --- GOMACO World 28.2 - August 2000
Variable Barrier Mold Q & A
with Kevin Klein, research and development manager

GW: What is a variable barrier mold?
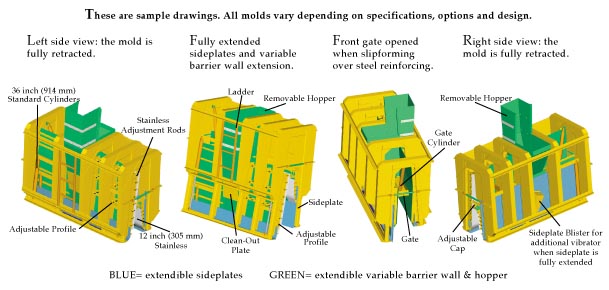
It's a mold that will slipform a profile which can vary on one or both sides to accommodate super elevations and grade variations. There are many instances where one roadway can be higher or lower than an adjacent roadway. It is on these occasions that it is necessary to build the median barrier between the roads with an elevation difference on the profile shape for each side of the wall. GOMACO was one of the first manufacturers to start building variable barrier molds over 20 years ago and we hold the patent on the double sided variable barrier. They're complicated because there are many moving parts to the mold. When you look at the outside it's just this massive block of steel but you know it's got moving parts, and until you really start to visualize all the way through the mold it is hard to understand where all the moving parts are. It's an amazing system. We've built quite a few of them over the past few years because there are few manufacturers that can build them. They are very unique.
GW: How does it work, as far as changing height, or width? What guides it?
From a mechanical standpoint, the profile and sideplates are adjusted vertically with hydraulic cylinders. To change the width, it is necessary to remove or add bolt-in sections of the mold if it is equipped with these inserts. The guides for the profiles and sideplates of a variable mold are built into the structural frame of the mold. As for operation, there have been several methods used. Contractors may run it with sensors following a stringline to control the adjustment, but most typically they use the manual hydraulic adjustment. The groundman working around the variable barrier has a hand-held remote with toggle switches. With this remote he can operate the hydraulic valves controlling the cylinders which adjust the profile to fit the grade. We have also operated some with hydraulic skis. The ski follows the ground and it hydraulically senses where the profile should be and makes adjustments through the hydraulic cylinders.
GW: When setting the stringline for a sensored mold, is it set the same way as the stringline for the machine?
It's set in a similar manner. The stringline that the machine is running on is used to control the top line of the wall. The stringline for controlling the profile will be set to match the paved surface of the road bed, thus providing guidance for variations between the paved surface and the top line.
GW: What do we need to know from the customer to be able to design and build a variable barrier mold?
We need to know the profile of the wall, including the minimum and maximum amount of variation that they'll need. Typically, it will range between zero to 24 or 36 inches (610 or 914 mm) of variation. The contractor needs to tell us if he wants to adjust both profiles, or only one profile. We'll need to know, depending on the size of the wall they're trying to pour, what machine it will be mounted on. Median barrier profiles, and therefore variable barrier molds, have grown so much over the years, that sometimes we need to go to a four-track machine as opposed to a three-track, just because of the size. The four-track machine offers more power, more hydraulic capabilities and more stability. There are also a lot of attachments that go with variable barrier molds, like bolt-on sideplates underneath the mold to do a base for the wall. The customer needs to specify which options he will need.


GW: Why has the trend been towards a double-ended variable barrier?
Sometimes, because of the job layout, it's better to do what we call a double-ended variable barrier. In other words, they can turn the barrier end-for-end and still travel in the same direction with the machine. There's a stainless on both ends of the mold so that it can be turned end-for-end, eliminating the need to build a mold that will vary both profiles. When a contractor has a situation where the profile variation is first to the right and then to the left, they just turn the mold end-for-end, 180 degrees, and pour in the same direction.
GW: How many hours of engineering time go into a variable barrier mold?
We usually have 100 hours of engineering time in a mold but sometimes a lot more hours go into one. Some variable molds are more complicated to build than a machine. GOMACO stresses versatility and quality. On request, we'll build the mold so the contractor can change the width of the mold and the top cap, by splitting the mold at bolted connections down the center. The mold can then be reassembled with different inserts, which will change the top and bottom widths. I think those adjustments are exclusive to GOMACO. Obviously, these specials can add time required to engineer the mold and to manufacture it. There can be a lot of hand-fitted pieces on a mold. It's really an art to put this unique slipform mold together. Depending on the size of the wall profile, the mold can weigh anywhere from 9000 to 13,000 pounds (4082 to 5897 kg).

GW: Can existing variable barrier molds be used on the new generation Commander III?
Yes, the mounting configuration has not changed.
GW: How do you clean it properly with all of the sliding parts?
The only way to do it is daily. If contractors go one day and don't clean it, that's where problems can begin. The build up of dried concrete just keeps getting worse. Obviously, anytime you have sliding parts on a paving mold and are dealing with vibrated concrete, you're going to get material in between the sliding parts. If a contractor takes care of the mold, cleans it well daily, it makes it a whole lot easier to maintain the seals. I am referring to the steel to steel seals that constitute the sliding parts inside of the mold. It takes a lot of high-pressure water at the end of the day and it usually takes some chipping and scraping. The time it takes to clean and care for the mold is well worth it.

Subscribe to Receive GOMACO World Magazine