GOMACO World Index --- GOMACO World 43.1 - September 2015
The First 3D-Controlled Cylinder Finisher Application Created for a Hyundai Test Track

A GOMACO SL-750 cylinder finisher working on a Hyundai test track for their vehicles manufactured in China became the first finisher to be controlled with a 3D guidance system.
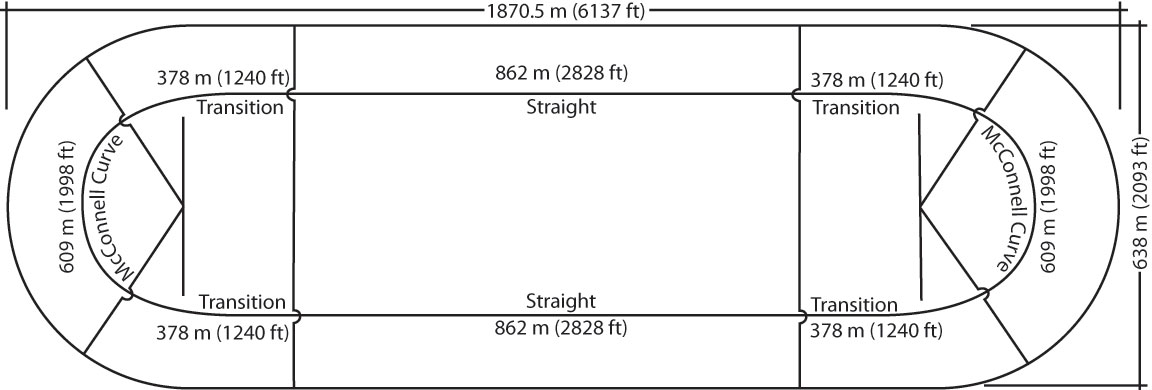
Last year, GOMACO was approached by Hyundai Engineering of Korea about equipment to pave a new test track for their vehicles manufactured in China. The new track will be a 4.3 kilometer (2.67 mi) oval, with transitions from flat to up to a 43 degree angle, a 1:1 slope. The configuration of the track starts with an 862 meter (2828 ft) flat area into a 378 meter (1240 ft) transition. It stays in the curve for 609 meters (1998 ft) before transitioning back over 378 meters (1240 ft) into the second flat section. The equipment would need to be able pave both the concrete track and the base material.
The track, because of its changing shape, created a design challenge for GOMACO’s engineering team. The equipment would have to be able to pave the flat sections and then transition into the curves with the 43 degree angle. The shape is based on the design of Ford Motor Company’s William A. McConnell and the curve named after him, the McConnell Curve.
The McConnell Curve is the relationship between the horizontal radius of curvature (a specific type of spiral) and the cross slope that results in a balanced force. In McConnell’s own words, “A blindfolded passenger would not know if the car was traveling straight and flat or if it was in a curve.” This shape is ideal for test tracks because it simulates long, flat, straight driving, but doesn’t require a lot of ground to complete a large test track.
The paving solution was found using GOMACO cylinder finishing equipment normally used on bridge decks or canal paving projects. The three machines chosen for the project include a track-mounted RC Conveyor to place the concrete, a track-mounted SL-750 slope cylinder finisher, and a 4000 series Spanit® work bridge with rubber tires. All three pieces of equipment had to be modified for the unique requirements of the oval test track. The result ultimately led to the first 3D-controlled cylinder finisher application (patent pending) for placing both the 152 millimeters (6 in) of lean base material and the 254 millimeter (10 in) thick concrete track.


The track’s shape was constantly changing as it went from flat to curved sections. It created a very unique design challenge for GOMACO engineers.
The GOMACO Equipment
Here’s a brief description of each of the three pieces of equipment:
The GOMACO RC Conveyor is a concrete placer that works on flat slabs or slopes. For this project, the receiving hopper was mounted to the end of the framework on the high side of the track so ready-mix trucks could discharge into it from the service road at the top. A diverter car on the conveyor discharges the concrete up and down the slope. It is equipped with a telescoping tremie. As the diverter car runs up and down the slope, the tremie telescopes so concrete can be placed as close to grade as possible and the tremie pivots to keep the placement perpendicular to the horizon while traveling up or down the slope.
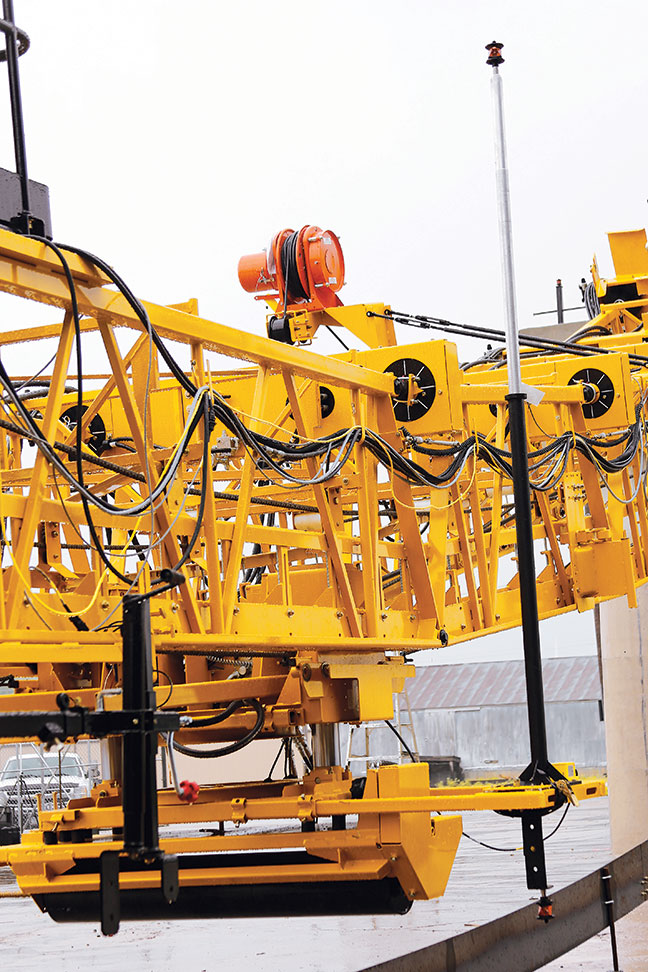
The GOMACO SL-750 cylinder finisher is designed for widths up to 36.6 meters (120 ft). Pin-connected sections make up its mainframe and allow it the versatility to fit exact job requirements. For this project, the total width of the frame is 21.5 meters (70.5 ft). The frame can be outfitted with power transition adjusters (PTAs) that are hydraulically-operated for on-the-go grade elevation changes. The SL-750 has a finishing cylinder that operates on an undercarriage or can be equipped with an optional trimmer undercarriage assembly. Automatic advance on the SL-750 finishing passes advances it the preset limit, and starts again automatically on the next finishing pass, creating a final smooth finished surface.
The GOMACO 4000 series Spanit work bridge is also made up of pin-connected sections and is self-powered. The frame is fitted with a slope wedge to break the bridge at the top and allows for manual adjustments to closely match the profile while giving workers a secure platform to finish from.

The SL-750 features an undercarriage with hydraulic vertical adjustment controlled by 3D guidance. “Smart” cylinders on the undercarriage allow it to move up and down for precision paving of the test track’s changing slope.
Controlling the GOMACO Equipment
With the equipment decision made, GOMACO engineers had to devise a method to steer and control the equipment through the slope and shape changes. The legs of the equipment have to always stay vertical while keeping the framework close to the surface of the new concrete for placing and finishing work.
The frame of the RC Conveyor has adjustable wedge inserts added to the top to allow its framework to break over for the loading of concrete into the hopper. The tracks are mounted to pivoting end cars so they can always stay flat on the ground. An adjustable mount on the console allows the ground crew to keep it horizontal or plumb.
The Spanit has similar modifications. It has to be adjustable on-the-go. Engineers equipped it with large turnbuckles that can be ratcheted from the top and bottom to make manual slope adjustments to the Spanit. They help keep the work bridge similar to the profile of the changing track design without having to disassemble the frame.
The RC Conveyor and Spanit are both steered using stringline. Steer wands are placed ahead and behind the front and rear tracks on the machines to allow automatic steering in forward and reverse.

The RC Conveyor with telescoping tremie for placing the lean base material and concrete goes through final testing in Ida Grove, Iowa.

The GOMACO self-powered 4000 series Spanit work bridge is fitted with large turnbuckles that can be used to make manual slope adjustments.
The SL-750 required the most engineering time and features several innovations to accomplish the paving of the test track. Six programmable PTAs were added, placed in between the different sections of frame at strategic areas where the frame needs to adjust to match the slope. Software was created for managing the PTAs and their on-the-go adjustments were implemented into a PTA computer mounted to the side of the SL-750.
The track on the operator’s end of the SL-750 features a sliding, self-widening end car to make necessary width adjustments. The track on top of the slope has a pivoting end car with a slope sensor. The slope sensor keeps the legs of the finisher vertical, or plumb, so they are always lifting straight up or down.
The undercarriage of this SL-750 can be equipped with either an auger for preparing the first layer of lean base or a cylinder finisher for the concrete surface. The auger is 1524 millimeters (60 in) long with a diameter of 248 millimeters (9.75 in). The finishing cylinder is 1524 millimeters (60 in) long with a diameter of 254 millimeters (10 in).
A mast with a Leica Geosystems 3D prism and a slope sensor are used to control the rear “smart” cylinder’s vertical adjustments.

The SL-750’s auger is 1524 millimeters (60 in) long and has a diameter of 248 millimeters (9.75 in).
A 3D-Controlled Hydraulic Vertical Adjusting Undercarriage
All of these extra points of adjustments allow the SL-750 to match the changing profile very closely, but not exactly. To achieve the exact profile of the surface of the test track, a new hybrid system of control needed to be created, a combination of stringline and 3D. Stringline would steer the finisher. A 3D system was created to control the undercarriage, raising and lowering it to match the surface elevation of the profile.
GOMACO’s undercarriages normally do not vertically adjust. They stay at a fixed height and the cylinder finishes as it travels back and forth across the width of the bridge deck or canal. To create a hydraulic vertical adjusting undercarriage, engineers modified “smart” cylinders normally used for a dowel bar inserter. The cylinders have 381 millimeters (15 in) of stroke to raise and lower the undercarriage.
A Leica Geosystems 3D guidance system with one mast and prism, normally used on a 9500 trimmer, was used to control the rear “smart” cylinder’s vertical movement. Because they’re “smart” cylinders, both move in the same ratio to each other, so if the rear cylinder is raised one millimeter (.04 in), the front cylinder moves one millimeter (.04 in) as well. This can be overridden in the computer, if needed, to change the draft of the cylinder finisher.

The SL-750 finisher features a variety of innovations to help it finish the test track, including six PTAs, adjustable end cars, 3D guidance, and more.

The GOMACO RC Conveyor with telescoping tremie places the lean base material onto the slope of the test track. To prepare the lean base, the SL-750’s undercarriage is equipped with an auger that helps level the material. The auger is switched out to a cylinder to finish the concrete layer of the track.
The undercarriage is outfitted with the 3D mast with prism, as well as a slope sensor. The mast is needed to get the prism high enough for the total station to see without interference from placed concrete or workers. The sensor is needed for the slope of the mast to calculate the position of the finishing cylinder. The “smart” cylinders adjust based on the calculated position of the bottom of the drum, which is the top of the concrete surface of the new test track.
The information to move the undercarriage is collected through a series of measurements taken and computed by the Leica Geosystems components, including the prism, slope sensors as well as a total station, long-range Bluetooth® radios, and 3D computer.
The total station measures the prism and mast slope and sends it to the 3D computer to calculate the machine reference point. This information is compared against the original design data (e.g., the 3D cross section) provided by Hyundai. Corrections are sent to the undercarriage based on that comparison and the “smart” cylinders adjust up or down or stay at the correct elevation. This process is happening 10 times per second throughout the paving day.
Daily production would average up to 100 meters (328 ft) per day so two total stations were needed for the 3D system. One controlled the SL-750 and the second was for leap frogging and grade checks behind the finisher.

A view from the service road at the top of the test track shows the full transition of the track, from the flat section to the full 43 degree angle, or 1:1 slope.
Extensive Testing Before Paving in China
After each of the three machines went through the manufacturing process, they were taken to GOMACO’s testing pier in Ida Grove, Iowa. The testing pier allows engineers to simulate the slope of canals, or in this case, the test track. The surface profile of the test track was created using a steel cutout. The equipment could then be closely monitored, measured and watched as they shape-shifted to match the profile.
The testing pier is also where the final details of the 3D control system were worked out. With the SL-750 on the simulated track, the 3D controls engineers could set up the Leica Geosystems equipment, test and modify it, until they were certain the system was sound and robust.
After testing, the machines were disassembled, packed into containers, and sent on their long voyage to Hyundai in Korea, and then transported to the test track near Yantai, Shandong Province, China. Paving of the track began last year with one GOMACO service representative and one GOMACO 3D controls engineer on site to help assemble the equipment, train the workers on both the finishing equipment and 3D stringless guidance system, and monitor the first paving of the base layer and concrete surface.
The equipment performed as expected with successful results before China’s cold winter months shut down paving for the year.
Subscribe to Receive GOMACO World Magazine