GOMACO World Index --- GOMACO World 32.1 - February 2004
The World's Quietest Paver Slipforms A Quiet New Roadway

Betonac nv has been slipforming with GOMACO equipment for 25 years. The company is based out of Sint-Truiden, Belgium, and their inventory of equipment has included GP-2500 pavers, Commander IIIs, and most recently, a new generation GHP-2800 paver.
They are a general contractor specializing in tunnel, bridge and highway work. They've completed several challenging projects with a number of difficult build aspects during those 25 years.
One of their recent projects may have proven to be the most difficult. The E40/A10 freeway runs from Brussels, the capital city of Belgium, to Ostend. It is one of the country's busiest highways and carries up to 57,000 vehicles per day.
Project specifications required the 10.3 miles (16.6 km) of new roadway be completed in 150 calendar days. Betonac stepped forward and committed to completing the project in just 126 days and faced penalties of $50,000 per day for every day they might exceed the agreed upon completion date. Adding to the overall difficulty of the project was the unheard of high temperatures in Belgium at the time.
They had to contend with tight-clearance working conditions to maintain a haul road for themselves, while keeping three lanes of traffic open to the public on both sides of the highway. With such tight working conditions, there was no room to set stringline. Betonac turned to GOMACO International Ltd., their distributor Oswald De Bruycker nv, and Leica Geosystems for suggestions. Their answer, the Leica LMGS-S 3D stringless guidance system to help them work within the project's tight constraints and allow them to pave both night and day, 24-7.
The project also required the removal and replacement of the existing barrier wall. Betonac used their new three-track Commander III to slipform 25,098 feet (7650 m) of New Jersey-style barrier wall. The wall was 31.5 inches (800 mm) wide at the bottom, 15.7 inches (400 mm) across the top and 50.4 inches (1280 mm) tall.
It was slipformed with reinforcing steel cables and a very dry concrete mix design with a slump averaging only 0.4 to 0.8 of an inch (10 to 20 mm). The low-slump concrete created problems with the ready-mix trucks when it came time to unload. The concrete would stick inside the mixer and because of the problem, production was slowed down and 12-hour days became 16-hour days. Production averaged 131 feet (40 m) per hour.
"We've been working with Commander IIIs for 25 years and we find it to be a very compact and versatile machine," Felix Boulez, CEO of Betonac, said. "It's a state-of-the-art machine and we've had excellent support from GOMACO and their distributor Oswald De Bruycker nv."


The roadway is sprayed with a sugar and water mix retarder and covered with biodegradable plastic as part of the curing process.
With the barrier in place, work could be carried out on the roadway itself. The decision had already been made to slipform the project using the stringless guidance system.
Betonac hired a third-party surveying company to provide a survey crew to prepare the job-site data, operate the Leica total stations and do the as-built control checks during the paving operation. This allowed them to concentrate on the paving aspect of the project while also learning how to operate the 3D system.
"Traditionally, when contractors are setting stringline, the surveyor has coordinates and levels and he stakes out points, drives the pins in, and sets the levels and stringline. It's a costly, time-consuming and error-prone process," Karl Soar, Service and Support Manager, Machine Automation for Leica Geosystems, said. "That exact same data can be used for the 3D system. It's just a matter of reformatting that information into a file that we can use on our controller on the paver.
"We then only need a list of the survey control or reference points around the site. These control points allow us to accurately position the total stations within the project."
The paver is then equipped with front and rear slope sensors to measure the machine's position and any cross slope in the slab. Prisms are also mounted to the paver and used by the total stations for tracking purposes. Leica's computer, loaded with the project coordinates, is positioned next to the G21 controller on the paver and the two are interfaced.

Betonac is slipforming 10.3 miles (16.6 km) of continuously reinforced concrete pavement on the E40/A10 freeway connecting Brussels to Ostend.

Betonac was also responsible for slipforming the New Jersey barrier wall on the project. They used their new generation Commander III to slipform the 50.4 inch (1280 mm) tall wall.
"It's remarkable," Soar said. "All we do is plug in one cable that lets our computer talk to the G21 controller and that's all the interfacing to the paver that needs to be done. Once the G21 is set to the Leica mode, it ignores any signals coming in from the wand sensors and listens for the Leica messages coming over the CAN bus."
The new generation GHP-2800, with the Leica components installed, was ready to start paving. The paver was moved into position and the total stations were set up and orientated to their positions by taking measurements off the predetermined reference points. The total stations were then aimed at the prisms on the GHP-2800 and started the tracking process. The Leica computer could immediately see whether the paver was positioned correctly. The G21 was set to the Leica steering and elevation modes and the paver brought itself on line and to level.
Betonac utilized three total stations on their project. Two of them measured the two prisms on the paver, six times per second, and sent those measurements to the Leica computer.
The third total station was conducting as-built checks behind the paver. The as-built checks measure the line and level of the new concrete roadway and provide instant feedback regarding the accuracy of the new slab. The third instrument is also used for leap frogging.

Two Compactor batch plants were on-site providing concrete for the project. Since paving was carried out 24/7, each plant operated in 12 hour shifts. GOMACO International Ltd. is an agent for Compactor batch plants in the UK.

The new generation GHP-2800 is equipped with GOMACO’s exclusive G21 control system.
"Between 400 to 500 feet (120 to 150 m) you need to leap frog your total station," Soar explained. "You take that third instrument, move it to where it's suitable for the next part of paving, set it up level and take some shots to the reference points to bring it into the coordinates system again. When it's time to make the switch, you press a button on the Leica computer and it tells that third instrument to lock onto one of the prisms and start measuring.
"The total station that was previously looking at the machine now becomes your redundant instrument for doing your as-built checks and for leap-frogging again at another convenient time."
Safety measures are built into the system, too. If a problem arises, for instance, someone parks a truck in front of one of the total stations and the instrument can't see the prism on the paver, it will instantly send an error signal to the computer and the measurement process stops. The computer receives the error signal and sends a stop signal to the G21. The G21 puts the paver into stand-by mode, shutting off the vibrators, tampers and augers until the problem is corrected.
"There's no danger that the machine will pave incorrectly or pave out of tolerance," Soar said. "It's similar to a job using stringline. If the stringline is accidentally broken, the wand sensors go into the extremes of their measurement mode and the controller picks that up and puts the paver in stand by.
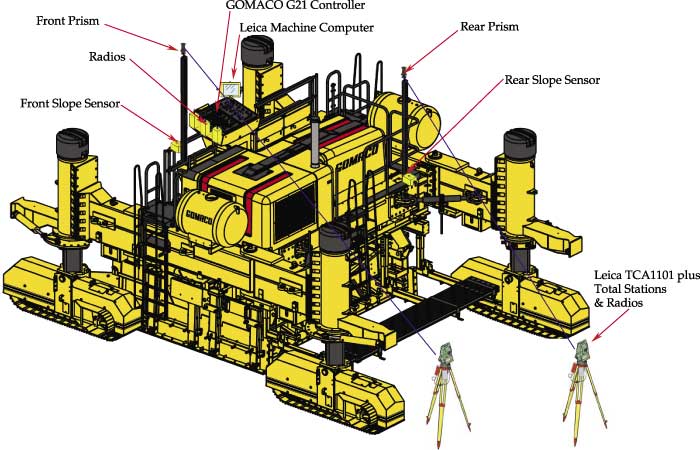
A drawing illustrates the stringless guidance system, its components and their locations on the GHP-2800 paver.
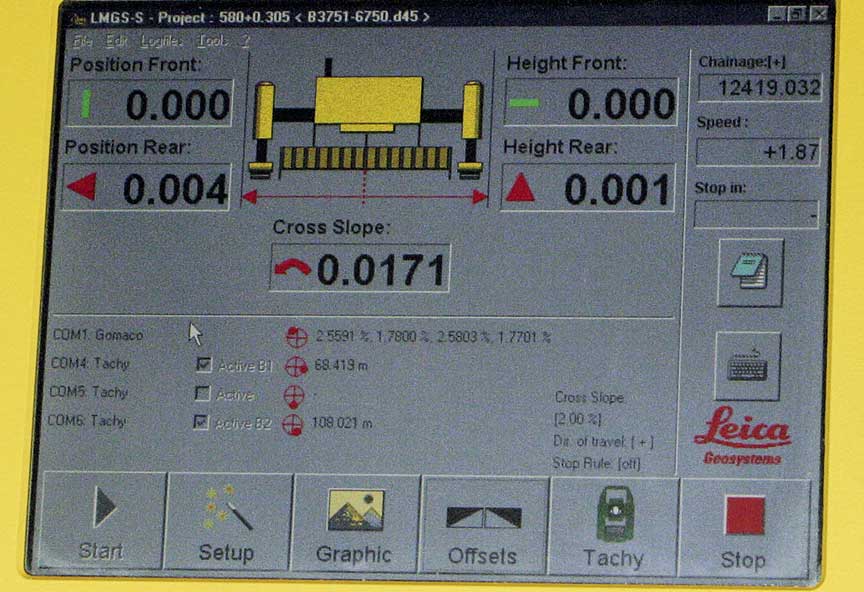
A Leica computer is mounted next to the G21 controller. Information from the sensors and paver logistics are displayed on the monitor.
"One of the myths surrounding 3D control is that it's a 'black-box' - a new, and difficult-to-grasp technology, when in fact it's a very similar concept to running on stringline. There are checks and balances to stop the paver in case of errors or problems."
One of the main advantages of the stringless system, on this project, was its ability to work within the project's tight clearances. Six live lanes to carry heavy traffic had to be left open, a haul road had to be maintained, and the paver needed room to operate. Betonac had originally hoped to sensor off the new barrier wall, but decided that just wouldn't work in this situation. Clearances were so tight even the tripods that held the total stations had to be modified to fit.
"We maximized the amount of available space around the paver without compromising safety and also maintained an access route for the trucks to bring the concrete in. The logistics were pretty nightmarish," Soar said. "We had to develop this unusual-looking tripod that props itself up on the barrier. It was the perfect place for them. There were no line-of-sight interruptions and being perched on the barrier meant they had a rock solid foundation."
Betonac brought in two mobile batch plants to produce concrete for the project. The Compactor-brand batch plants are each capable of producing 157 yard3 (120 m3) of concrete per hour. The plants are computer assisted, operated by remote control and capable of adding six different types of additives to the mix design. Each plant was equipped with a tank that holds up to 39,626 gallons (150,000 l) of water.

A total station sends measurements to the Leica computer six times per second.

Two total stations work behind the paver sending measurements while the third measures the accuracy of the slab.
The plants operated in 12-hour rotating shifts producing the noise-reducing concrete. The special mix design included a minimum cement content of 25 lb/ft3 (400 kg/m3), entrained air, a high percentage of sand, and aggregate no larger than 0.4 inch (10 mm). Slump averaged 0.8 to 1.18 inches (20 to 30 mm).
Concrete was delivered to the paver by semi-trucks with open beds hauling 10.5 yard3 (8 m3) loads. There wasn't enough room for a placer/ spreader and the trucks couldn't drive on the grade, so the concrete was dumped into a holding container. An excavator then placed it in front of the GHP-2800.
The new concrete was slipformed on the milled down existing asphalt with continuous steel reinforcing placed on top. The project was paved in four 10.3 mile (16.6 km) passes. The width varied between 23.8 and 25.8 feet (7.25 and 7.85 m) and had a thickness of 9.25 inches (235 mm).
During a 24-hour shift, Betonac's production averaged 107,643 feet2 (10,000 m2). Their highest production on the project was 9150 feet2 (850 m2) in one hour.
Finishing the noise-reducing concrete was an extended process. First of all, an Auto-Float® mounted to the back of the GHP-2800 helped seal and finish the new roadway. Behind the paver, another machine sprayed the concrete with a sugar and water mix retarder before it was covered with a special, biodegradable plastic. The plastic was left on between five to eight hours before it was removed. The concrete was then washed and brushed out with another machine to produce the exposed aggregate finish associated with noise-reducing roads.

An exposed aggregate finish makes this new roadway extremely quiet to drive on.

Project specifications required a ride of only 0.24 of an inch per 9.8 feet (6 mm/3 m). Betonac averaged 0.12 of an inch (3 mm).
Throughout the paving process, rideability and final smoothness of the finished roadway was a concern. The project specifications required a ride of only 0.24 of an inch per 9.8 feet (6 mm per 3 m). Betonac's ride came in under the spec by half. They averaged only 0.12 of an inch (3 mm).
"We were checking the concrete immediately behind the paver with the Leica prisms," Boulez said. "We wanted the stringless technology not only because of our space limitations but also the promise of better rideability. We are more than satisfied with the system and our GOMACO paver."
They especially like the digital G21 controller on the GHP-2800.
"It's a state-of-the-art controller that is open for future evolution, too," Boulez explained. "Our four-track paver has smart cylinders that allow us to steer our machine a lot more precisely, within millimeters. Selective steering makes it easier to maneuver.
"It is very easy to move and load for transport. The lower profile helps with that, and the operator can see more around him because of it. It's a quiet machine, too. People can easily talk to one another while working around it. The whole crew is in love with this machine and the 3D system."
Even with the aggressive completion schedule Betonac set for themselves, they finished the E40/A10 project four days early and earned a $25,000 bonus for each day they finished ahead of schedule.
In just 122 days, Betonac placed 25,098 feet (7650 m) of safety barrier and 4,090,420 feet2 (380,000 m2) of noise-reducing concrete roadway. A total of 28,000 tons of cement and 4310 tons of steel reinforcement was used on the project.
Editor's Note: Special thanks to Pascale Van Huffel, who works with our distributor, Oswald De Bruycker nv, in Belgium. Pascale's assistance and translation skills made this article possible.

There was no room for a haul road, so concrete was first dumped into a holding container before an excavator placed it in front of the paver.
Subscribe to Receive GOMACO World Magazine