GOMACO World Index --- GOMACO World 36.2 - July 2008
Page 5

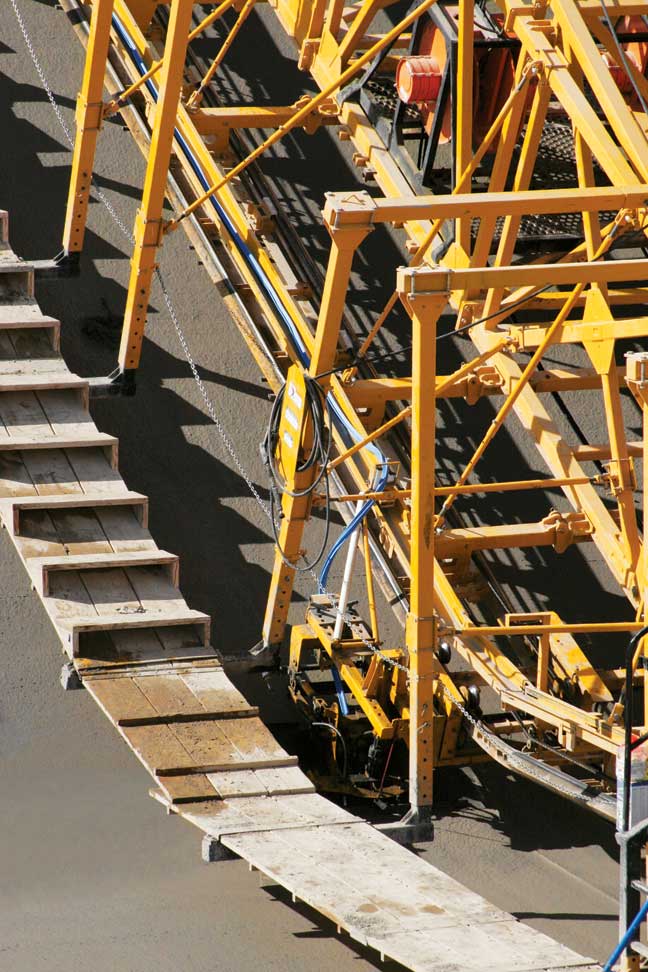
The exclusive GOMACO Powered Wedge on the canal equipment allowed them to match the canal’s trimmed grade and changing angles.
Paving the Canal –
“The overall size of the paver is just overwhelming,” Homan said. “You see the specifications of the machine, the numbers that correspond with its size on a piece of paper, and you don’t realize what that translates to in actuality. We started to get an idea when we were setting it up at the canal testing site. Standing at the top of the paver, we could see over the tree tops. Then we flew out for the test pours and we saw it sitting down in the canal... Wow, that’s a big piece of equipment.”
Coffman Specialties paved Reach Two of the canal project first. Paving began in November 2007 and was completed the beginning of February 2008. Reach Three was started the beginning of March and was finished by the middle of April.
“Reach Two had a 1.75:1 slope with a 25 foot (7.6 m) bottom, a 10 foot (3 m) radius between the floor and the slope, a 35.5 foot (10.8 m) slope, and a 12 inch (305 mm) top,” Jim Coffman explained. “We were pouring 71.5 feet (21.8 m) wide in a single pass.
“Reach Three had a 2:1 slope with a 25 foot (7.6 m) bottom, a 10 foot (3 m) radius between the floor and the slope, a 37.9 foot (11.6 m) slope, and a 12 inch (305 mm) top. For that reach we were pouring 73.9 feet (22.5 m) wide in a single pass. That’s a big machine.”
Going into the project, Coffmans hoped to have an average daily production of 1600 feet (488 m) per day. Their hopes were exceeded.
“I would say it took us three days to get everybody so they knew what the equipment was and to learn the capabilities of the equipment,” Jim Coffman said. “Then we worked on refining those techniques, but overall, it took less time than I thought it would. Quite frankly, our crew got better every day. Production actually went up each and every day that we paved.”
Part of the learning curve for Coffman’s crew was just adapting to working on a slope instead of a flat project. The slipforming principle was basically the same, they were just adding in a lot of steps to get up and down the slope of the canal.
“The concept and the principle is the same between slope paving and flat paving,” Moser explained. “You have a paver with a pan that levels the concrete and forms it to shape, the stainless to finish the surface, and you have to get the concrete slump right. Like any piece of slipform gear, you want it moving. I would rather have it moving dead slow with fresh material going through it all the time. It’s not different than flat... it’s just harder to get up and down the hill.”

The concrete was a workable mix design for inserting the water stop material and closing up the void around the material.

Two operators ran the water stop machine. One in front controlled the travel and water stop insertion, while the operator in back operated the carriage with finishing pan.
“It’s a lot of stairs and I think everyone lost 10 to 20 pounds (4.5 to 9.1 kg) each that first month,” Kevin Coffman continued. “You’re either going up or down. You’re never standing on the flat. That’s one thing we missed about the horizontal paving.”
As the crew got in shape, they continued to perfect their slope paving skills and tweak the GOMACO equipment. All of the new innovations were being fully tested and they were working out very well.
Inserting the water stops to the correct depth and upright position was one of the biggest concerns of the project. Inspectors took several coring samples to test the accuracy. All of them came back acceptable and well within the tolerances.
A major concern was concrete overrun. A big variable going into the project was the trimmer and how accurately the paver could match the trimmed grade. Several different variables could cause concrete overrun even though the trimmer and paver were running off the same stringline. The Powered Wedge helped the paver more accurately match the trimmed grade.
“One of the things that was important to us was to make sure the framework would marry up to the area we trimmed,” Jim Coffman explained. “The biggest cost you have is the material itself. It’s a four inch (102 mm) slab and the overrun can be significant. The way the legs are attached to the frame is unique. They rotate, so that allows us to rotate not only the Powered Wedge in the frame, so to speak, but also to keep the legs vertical at any slope that we’re paving. GOMACO did a really good job in the way the legs attach to the frame. I think that’s one of the keys... the frame is made in a way that is absolutely strong enough to perform the task.”

Reels of blue water stop material were mounted to the paver and the material fed down through brackets into an inserter mechanism mounted in the paving pan.

A paddle system with baffles controlled the placement of concrete down the slope of the canal wall, while a spreader plow worked to spread the concrete across the 25 foot (7.6 m) bottom width of the canal’s floor.
The canal paver was also equipped with grade skis that sensored off the trimmed grade to help minimize the problem.
“We’re tracing the slope using the GOMACO sensoring system,” Kevin Coffman explained. “A ski sensor attached to the paver in the invert steers it on the slope, while ones up on the top and the bottom chase the grade. Essentially we’re steering the grade, maximizing efficiency and yield.”
The four longitudinal water stops were inserted off the paver. The second piece of equipment in Coffman’s paving train was the water stop machine. Its job was to place the transverse water stop at 15 foot (4.6 m) intervals. It, too, was a concern because the entire production amount was dependent on this machine’s ability to install the water stop and finish around it and still be able to keep up with the paver.
“We knew we needed the machine to do its cycle in under three minutes to keep up with our paving speed,” Kevin Coffman said. “If the machine falls behind at all and the concrete gets hard, it becomes nearly impossible to put the water stops in. With the reliability and the expertise of GOMACO, we’ve been able to insert the transverse joint effectively, very effectively.”
An operator working from a station on the front of the machine controlled the travel mode and the water stop insertion device. An operator working from a station on the back of the machine controlled the float pan.

Grade skis at various points on the paver sensored off the trimmed grade to precisely match the grade to eliminate concrete overrun on the project.

Workers notched out the top of the water stop material behind the paver. This allowed the material for the transverse water stop to fit on top of it.
A paint system on the paver, like the one used with GOMACO’s IDBI (In-The-Pan Dowel Bar Inserter) system, counts out the distance and marks the location for the joint. Laborers working from a work bridge on the back of the paver have to notch out the top piece of the longitudinal water stop material to allow the transverse one to sit on top of it, effectively creating the joint. Laborers on the water stop machine locate the paint mark and activate the mechanism that inserts the transverse joint in the proper location. A vibrating float pan mounted to the back of the insertion mechanism repairs the insertion mark and finishes the concrete around it. The entire cycle is completed in under three minutes, easily keeping up with the paver and allowing for maximum production.
“The contract required joints in the concrete on a 15 foot (4.6 m) grid,” Jim Coffman explained. “We could do those with either a tooled joint and sealant or insert a water stop as we were paving. We inserted the water stops off reels that were mounted on the main frame of the paver. Those reels fed down through the water stop brackets. We fed it through with vibration and inserted them into the concrete from the paver longitudinally. The water stop was probably our largest concern. The one thing that no one else could get done right was how you inserted the water stop and got the slab to close up.
“Everybody has problems with the material turning or flipping on them, rock pockets along the side and other things. We had no problems at all. It worked out very well. There was a lot of effort and thought put into that and GOMACO did a lot of R&D time on it. It has never been done that well in the past... at least that’s my assessment and my research. We had absolutely no problem putting the water stop in... zero.”
The transverse water stop inserter mechanism inserted the material as it made a run up the slope of the canal wall.

A grade ski mounted on the paver, right behind the paving pan, sensors off the top line of the canal during the slipforming process.
The water stop machine inserted approximately 7040 transverse joints, making it a very important piece of equipment in the paving train. If it had not been able to keep up while placing the material accurately, Coffman Specialties would not have been able to meet their production requirements.
The total amount of water stop material placed into the canal by both the inserters on the water stop machine and the paver is astounding. In the 10 miles (16.1 km) of canal that Coffman Specialties paved, 464,600 feet (141,610 m) of material was inserted longitudinally, and 494,000 feet (150,571 m) transversely, for a total of 958,600 feet (292,181 m). That calculates to approximately 182 miles (293 km) of water stop material in the 10 mile (16.1 km) length of canal.
Following behind, and the last machine in Coffman’s canal paving train, was a work bridge with a full width spray bar for curing. Laborers work off the bridge’s platform and use bull floats to fix any imperfections left behind. Once final finishing is accomplished, the machine applies the white spray cure.
“We have effectively taken one complete machine out of the system because we’re not running a cure machine and a work bridge,” Kevin Coffman explained. “We’re only running a work bridge/cure bridge. We’ve saved one machine on this project by the efficiency and speed of this machine.”

A float pan and 17 foot (5.2 m) long finishing cylinder working from the rear of the water stop machine helped repair and finish any wounds left over from inserting the water stop.
The All-American Canal In GOMACO World Vol. 36, No. 2
Page 1 - Page 2 - Page 3 - Page 4 - Page 5 - Page 6 - Page 7 - Page 8 - Page 9 - Page 10